Top 10 Best Conveyor Belt Systems for Efficient Material Handling?
In the fast-paced world of logistics, efficiency is paramount. A well-designed conveyor belt system can significantly enhance material handling processes. According to a report by MarketsandMarkets, the global conveyor system market is projected to reach USD 7.7 billion by 2026, growing at a CAGR of 4.9%. This growth indicates a rising demand among industries seeking optimized workflows.
Expert in material handling systems, Dr. Emily Tran states, "A reliable conveyor belt system is the backbone of efficient operations." Her words highlight the importance of selecting the right system. Businesses must evaluate various options to ensure functionality aligns with their specific needs.
However, not all conveyor systems deliver the expected results. Many organizations struggle with maintaining uptime and managing costs. It's vital to assess the long-term benefits versus initial investments. Purchasing a conveyor belt system is a significant decision that requires careful consideration and planning. The ongoing evolution in technology offers exciting possibilities but also presents challenges that need addressing.

Overview of Conveyor Belt Systems and Their Importance in Material Handling
Conveyor belt systems are essential in modern material handling. Their efficiency directly impacts productivity in various industries. According to a report by the Material Handling Industry of America, improper handling can lead to up to 30% of operational delays. This emphasizes the need for effective systems.
The design of conveyor belts reduces manual labor and enhances safety. Automated systems can handle heavier loads without risking employee safety. A study by the International Journal of Material Handling found that facilities using conveyor systems experienced a 25% reduction in worker injuries. This shift not only boosts morale but also improves overall efficiency.
Despite their advantages, these systems are not without challenges. Maintenance can be costly, and system failures may disrupt operations. It is crucial to invest in regular inspections and updates. The effectiveness of conveyor systems hinges on their reliable performance and well-planned maintenance strategies. Addressing these issues proactively can lead to enhanced productivity and reduced downtime.
Top 10 Best Conveyor Belt Systems for Efficient Material Handling
| Model |
Type |
Load Capacity (kg) |
Belt Width (mm) |
Speed (m/s) |
Material |
Applications |
| Model A |
Modular |
1500 |
600 |
1.2 |
Plastic |
Food Processing |
| Model B |
Flat Belt |
2000 |
800 |
1.0 |
Rubber |
Warehouse |
| Model C |
Roller Bed |
3000 |
1000 |
1.5 |
Steel |
Manufacturing |
| Model D |
Inclined Belt |
1800 |
700 |
2.0 |
Nylon |
Construction |
| Model E |
Z-Type |
2500 |
600 |
1.8 |
PVC |
Packaging |
| Model F |
Curve Belt |
1200 |
500 |
1.3 |
Rubber |
Sorting |
| Model G |
Heavy Duty |
5000 |
1200 |
1.0 |
Steel |
Mining |
| Model H |
Wire Mesh |
1800 |
900 |
2.1 |
Wire |
Textile |
| Model I |
Cleated Belt |
2200 |
800 |
1.5 |
Rubber |
Agriculture |
| Model J |
Segmented Belt |
1700 |
750 |
2.0 |
Plastic |
Sorting |
Key Features to Consider When Choosing a Conveyor Belt System
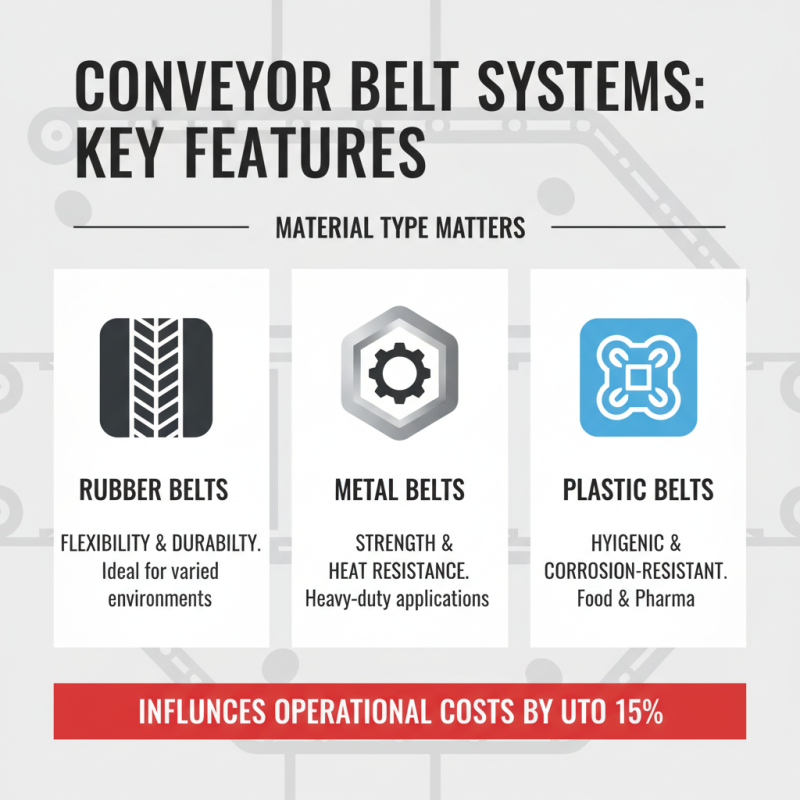
When selecting a conveyor belt system, several key features must be considered to ensure efficiency and reliability. One important factor is the material type used in the belt. Conveyor belts can be made from rubber, metal, or plastic, depending on the intended use. For instance, rubber belts are often preferred in environments needing flexibility and durability. Industry reports suggest that belt type can influence operational costs by as much as 15%.
Another critical aspect is the weight capacity of the conveyor system. Systems must be designed to handle the maximum load they will encounter. A common mistake is underestimating this requirement, leading to breakdowns and increased maintenance expenses. It's worth noting that overloading can shorten the lifespan of belts significantly, sometimes by 25% or more according to engineering studies.
Additionally, speed and efficiency metrics should play a role in the decision-making process. High-speed systems can improve throughput but may also require more robust maintenance. Assessing your operational workflow can lead to informed decisions. For example, systems with adjustable speeds can provide flexibility in handling varied materials. Regular assessments of these features can improve overall productivity and reduce unexpected downtimes.
Top 10 Conveyor Belt Systems: Rankings and Reviews
When it comes to material handling, the right conveyor belt system can make all the difference. An efficient conveyor belt ensures smooth operations in warehouses, factories, and distribution centers. Many systems offer various features, from adjustable speeds to modular designs. Evaluating these features can feel overwhelming. However, understanding them is crucial in making the right choice for your specific needs.
Efficiency is key, but reliability should not be overlooked. Some conveyor systems can break down frequently, causing disruptions. It's essential to consider factors like maintenance and durability. Additionally, the layout of your facility will influence the type of system you need. For instance, tight spaces may require compact or flexible designs.
Evaluations from industry experts stress the importance of adaptability. Systems that can handle multiple products and sizes provide added value. Users have reported varying satisfaction levels, indicating that a one-size-fits-all approach may not work. Therefore, thorough research is necessary to find a system tailored to your requirements.
Top 10 Best Conveyor Belt Systems for Efficient Material Handling
Comparative Analysis of Material Handling Efficiency Among Conveyor Systems
When considering conveyor belt systems, material handling efficiency is paramount. Different types of conveyor systems offer unique advantages. Some excel in speed while others focus on adaptability. For instance, belt conveyors are known for their smooth operation, but they may struggle with heavier loads. Roller conveyors, on the other hand, provide excellent support for various products but can be noisy.
A thorough comparative analysis reveals surprising insights. Analysis shows that systems with modular designs often enhance flexibility. This adaptability allows for changes in layout without major overhauls. However, they can be more complex to maintain. Moreover, while continuous conveyors maintain steady flow, they may lead to bottlenecks during peak times. Identifying these weaknesses is essential in optimizing operation. It’s crucial to evaluate the specific needs of your material handling process. Each option has its pros and cons, requiring careful consideration.